离心式空气压缩机主要零件检查工作是检修过程的重要环节,主要部件及零件通过检查而确定其技术状况和所要采取的工艺措施,而后,又通过检查而确定修后的技术质量。
主轴的检修
主轴拆卸后,用外径千分尺测量各轴颈(与叶轮、轴承、联轴器等配合处)的尺寸,以计算其圆度和圆柱度偏差,其值应在允许范围内。
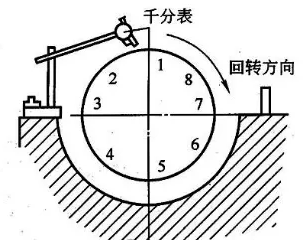
当偏差超过允许值较小时,可用车削或磨削方法进行修理;超差较大时,则应检查主轴直线度偏差是否过大。将主轴放在机壳内或放置于车床上两顶尖之间,使主轴处于自由状态,用千分表测量主轴轴颈的径向圆跳动量。将转子分成4-8等分,按转子旋转方向盘动转子,千分表摆动最大值即为径向圆跳动量值。同时用两块千分表在主轴适当位置测量主轴的直线度偏差。其径向圆跳动量值应不大于0.01mm,若偏差超标不大时,可将主轴轴颈在车床上车削;如超标过大,则应检测直线度偏差并用矫正方法矫直主轴。
检查轴颈表面有无划痕、沟槽、擦伤、磨点等缺陷,必要时进行探伤检查。 较小的缺陷可用手工刮研并抛光处理;较大的缺陷可用堆焊、电镀、喷涂等方法修理后,再磨削抛光。探伤检查发现裂纹或出现严重缺陷时,一般不予修理,而用备品配件更换。
叶轮的检修

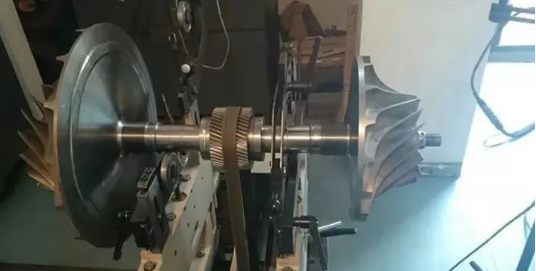
用游标卡尺检测叶轮进口端与吸气室间的径向间隙,用长塞尺检测叶轮轮盘、轮盖与隔板的轴向间隙。当间隙超过允许值时,可车削叶轮或通过调整轴承间隙来进行调节。将叶轮与主轴组装在一起,放置于机床两顶尖之间,用千分表测量叶轮出口外圆处的径向跳动量,其测量方法和偏差超过允许范围时的处理方法可参见主轴检修内容。

同时还应测量叶轮的端面跳动量,其值应在允许范围内。如端面跳动量值超过允许范围值,超标较小时,一般不进行修理;数值较大时,可利用修刮叶轮内孔或加垫片的方法调整叶轮与主轴的装配关系;超标过大时,则可将叶轮端面在车床上进行少量的车削。
用着色法或磁粉探伤法检查叶轮表面缺陷,应无裂纹、损伤、冲蚀或磨损等痕迹,检查其表面粗糙度应符合技术要求。叶轮出现裂纹可用补焊法进行修理或更换新叶轮;磨损、冲蚀等缺陷可用堆焊、补焊法修理。检查叶片应无卷边、冲击、开焊等缺陷,叶轮铆钉不得有收缩、松动或脱落等现象,否则应更换叶片、铆钉并进行重新铆接。检查叶轮流道有无冲蚀、锈垢及沉积物等,并及时进行清理。
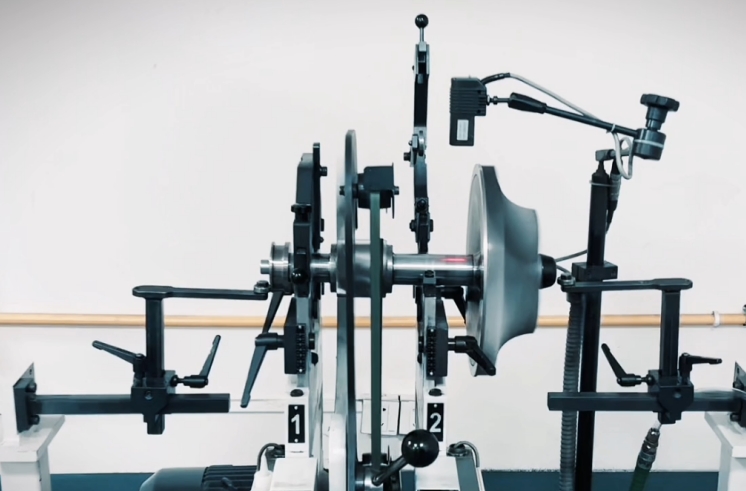
检修后的叶轮应进行动平衡校验